2020-12-15
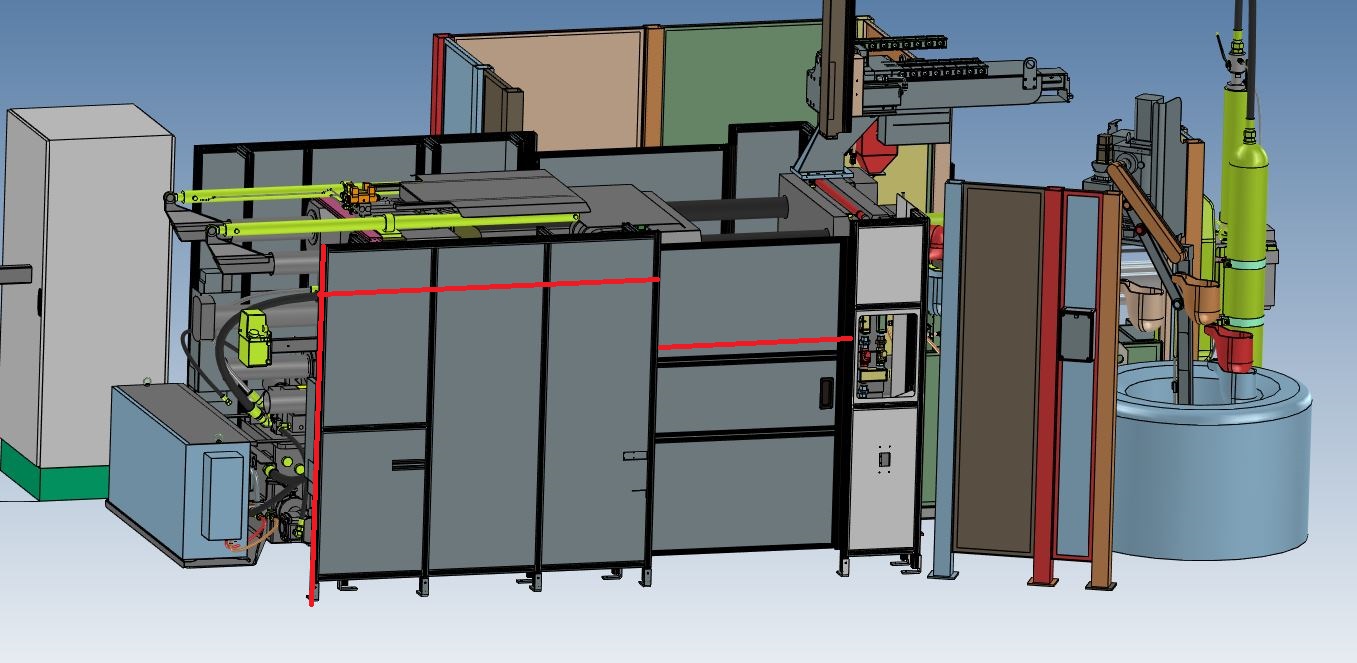
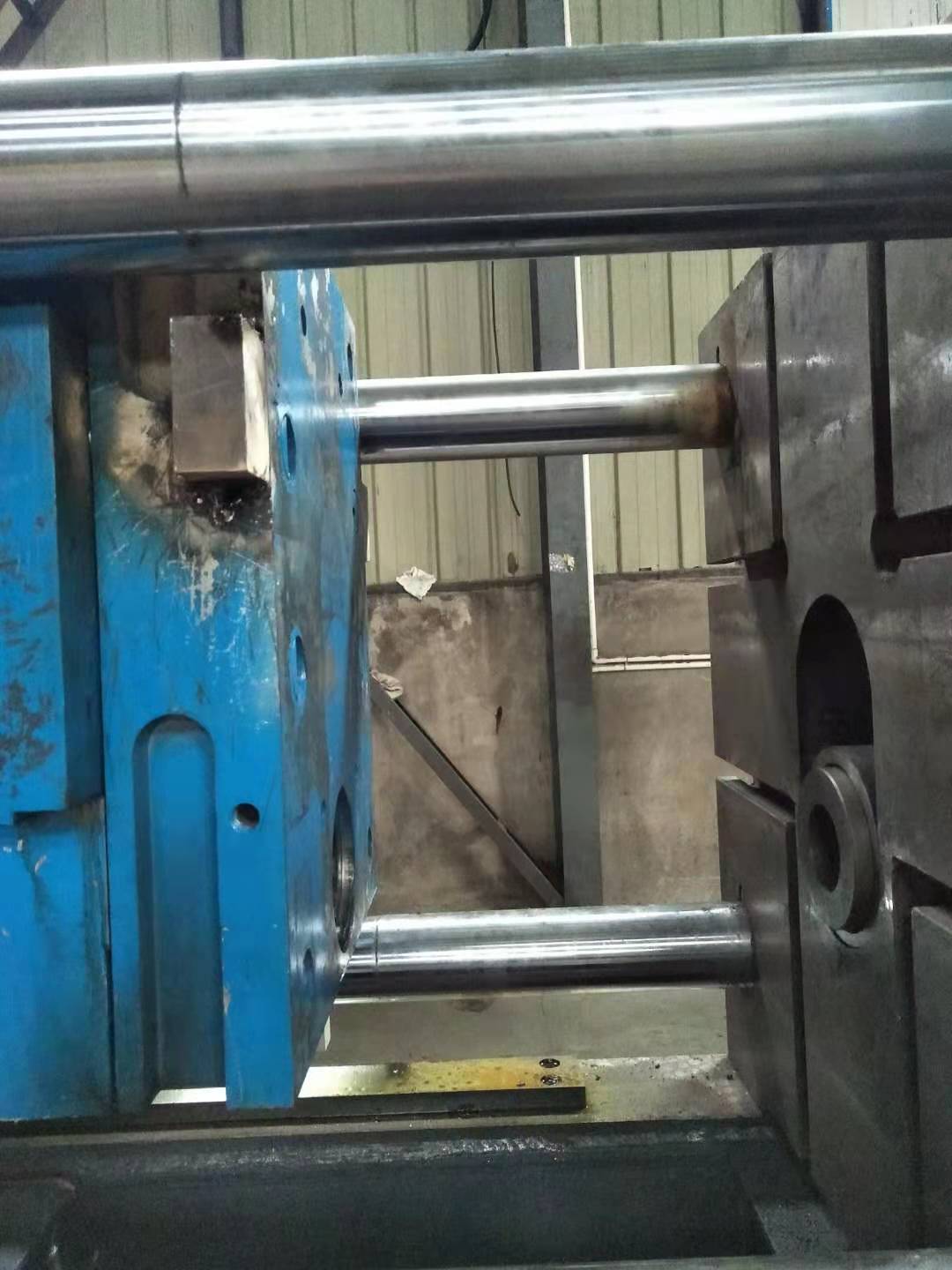
sonra şirketimiz yenilik ve Ar-Ge Orijinal temelde becerileri geliştirmek için iyileştirmeler, destekleyici motorlar büyük ölçüde azaltıldı, ürün performansı iyileştirildi ve ulusal kalıp döküm makinesi ürün kalitesi standartlarını karşılayan enerji tasarrufu ve emisyon azaltma etkisi elde edildi. Geliştirilmiş hidrolik devre, yavaş enjeksiyon hızını daha hızlı hale getirir, hızlı enjeksiyon açılma mesafesini azaltır, böylece metal çözelti iyi bir egzoz etkisi sağlar ve daha sonra çözeltide bulunan hava azaltılarak ürünün kompaktlığı artar kendisi ve kalıp dökümün kalitesini iyileştirmek.yenilikçi seri basınçlı döküm hassas makine basınçlı döküm makine, (yüksek hassasiyet, hızlı hız, iyi verimlilik, iyi enerji tasarrufu) bağlama bölüm: 1. statik şablon, hareketli şablon, kapanan silindir yuvası, portal, dirsek vb. yüksek kaliteli yüksek mukavemetli, iyi sertliğe sahip, deforme olmaması ve kırılması kolay olmayan hassas çelik dökümler 2. Yüksek hassasiyetli tam dişli kalıp ayar tasarımı, dört bağlantı çubuğunun sırasında senkronizasyon doğruluğunu sağlar kalıp ayarı 1: 1000 (kılavuz sütun aralığı) ve kalıp ayarı sabit ve doğru. 3. Geçiş (beş delik, üç delik, iki oyuk, çapraz kafa) hidrolik tahrikli mekanik geçiş kuvveti genişleme ve kenetleme mekanizmasını benimser, kenetleme genleşme kuvveti 16-26 süreleri ve açma ve kilitleme gerçekleştirilebilir çok seviyeli basınç ve hız Ayarlayın ve düşük basınçlı kalıp işlevine sahip olun koruma. Basınçlı dökümün üretim özelliklerine göre doğru mekanik, kinematik hesaplamalar ve bilimsel simülasyon testleri geçişin kalıbı yüksek hızda açıp kilitlemesini sağlar.enjeksiyon bölüm: 1. Enjeksiyon sistemi, hidrolik sistemin enjeksiyon anında yeterli hız ve güçlü itme oluşturmasını sağlamak için piston tipi hızlı ve basınçlı nitrojen enerji depolama tasarımını benimser ve aynı zamanda PLC'nin kontrol sinyaline doğru şekilde yanıt verebilir. , enjeksiyon işleminin ince ayarını gerçekleştirmek için. 2. Dört aşamalı enjeksiyon sistem: a, yavaş enjeksiyon, b, bir hızlı enjeksiyon, c, iki hızlı enjeksiyon, d, basınçlandırma, sistem basınç hızı isteğe göre ayarlanabilir 3. hidrolik sistem çift devreli (enjeksiyon, basınçlandırma nispeten bağımsızdır), çift oranlı (sistem basınç ve sistem akışı ayrı ayrı düzenlenir), hızlı ivmelenme ve kısa basınç oluşturma süresi ve kalifiye oranı kalıp döküm ürünler % 96,3'e ulaşabilir. hidrolik bölüm: 1. Hidrolik pompa Japoncayı benimser Yuken yüksek verim, düşük gürültü, enerji tasarrufu ve uzun ömürlü çift pompa. 2. Hidrolik valf, Alman birliği hidrolik valfini ve PQ vana Japoncayı benimser Yuken daha hassas ve daha uzun ömürlü hidrolik valf 3. mühür japoncayı benimser Casta iyi sızdırmazlık performansına ve üstün aşınma direncine sahip seri conta 4. hidrolik valf plakası alman orijinalini benimser çok delikli hidrolik valf plakası ve hidrolik eklenti,% 38,62 tasarruf sağlar enerji sırasında normal işlem. Enjeksiyon hızı 3.58 kat daha yüksek daha orijinal basınçlı döküm makinesi, ser...
daha fazla oku




















![Özellikleri Longhua Kepçe Makinesi [Kullanım Döküm için Makine]](/uploadfile/news/304c52287e60899f49dd439dd7a686da.jpg)