2022-03-10
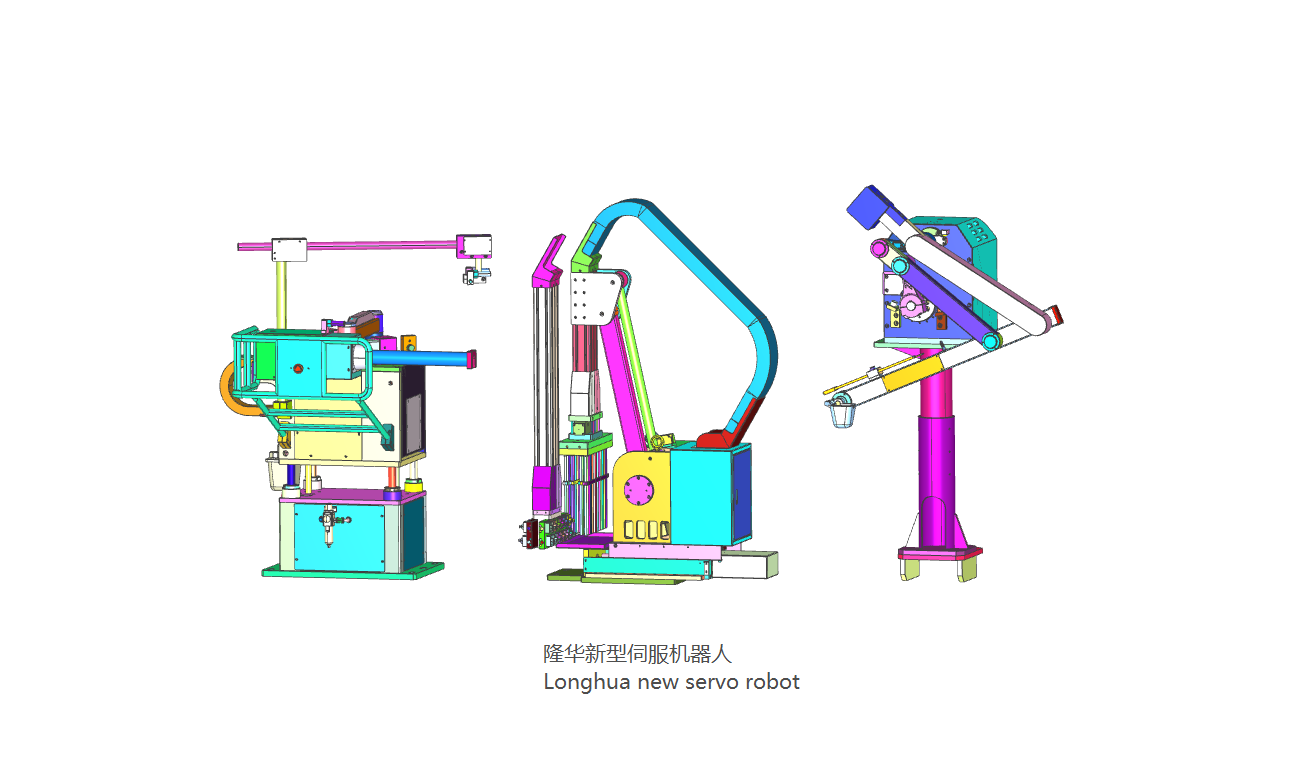
döküm üretiminde, endüstriyel robotlar sadece insanları yüksek sıcaklıkta , kirlilik ve tehlikeli ortamlarda değiştirmekle kalmaz , aynı zamanda iş verimliliğini artırır , ürün doğruluğunu ve kalitesini artırır , maliyetleri düşürür , israfı azaltır , ve esnek ve dayanıklı hale getirebilir yüksek hızlı üretim süreci. uzun teknoloji döküm teknolojisi olacak, döküm ekipmanı, endüstriyel robot organik kombinasyonu, uygulama alanında döküm projelerinin sürekli araştırılması ve geliştirilmesi, döküm makinesi otomasyonunu kapsıyor, pres döküm , döküm taşlama ve diğer alanlar, esas olarak maça yapımı, ile ilgili modelleme, temizleme, taşlama, taşıma ve paletleme süreçleri.1. yerçekimi döküm -- yeni servo pota makinesi geleneksel yerçekimi döküm modu sıvı alüminyum döküm almak için yapay kaşıktır , yüksek sıcaklık , büyük taşıma gücü , özellikle büyük dökümler sıvı alüminyum döküm almak için iki kaşığa ihtiyaç duyar . bu mod zayıf stabiliteye neden olur operatörün fiziksel yeteneğinin sınırlandırılması nedeniyle döküm işlemi ve döküm ürün kalitesinin dalgalanması. sadece insan gücü katlanılmayacak kadar fazladır, kalite de etkilenir. ve robot tarafından endüstriyel robot döküm, kullanımı döküm yönetimi yazılımı robotun döküm işlemi setine göre otomatik kontrolü, ürün tekrarlanabilirliği tutarlı, ürünlerin kalitesini büyük ölçüde iyileştirir, iş gücünden kurtulma. ·2, döküm makinesi özü -- yeni servo otomatik çıkarıcı döküm atölyesi yüksek çalışma sıcaklığı, emek yoğunluğu, manuel toplama ve püskürtme operasyonlarının yerine robotların kullanılması, üretim verimliliğini artırabilir ve manuele bağımlılığı azaltabilir, giderek daha fazla döküm fabrikası kullanmaya başladı döküm bağlantısındaki robotlar. 3. pres döküm kalıptan çıkarma makinesi -- yeni servo otomatik püskürtücü geleneksel hassas döküm üretiminde kalıptan çıkarma işlemi genellikle manuel olarak tamamlanır. bazı kalıptan çıkarma ajanları ağır ağırlığa ve büyük emek yoğunluğuna sahiptir,, endüstriyel robot ise manuel kalıptan çıkarmanın yerini alabilecek yüksek hareket doğruluğuna ve büyük yük kalitesine, sahiptir. döküm parçaların çalışması. döküm üretiminde otomatik robot, çalışma koşullarını iyileştirme , işçilikten tasarruf , hurda oranını ve ürün maliyetini düşürme , üretkenliği ve ürün kalitesini artırma , üretim güvenliğini sağlama , ürün yenilenmesini hızlandırma , ve ekipman kaybını azaltmak, kaynakları korumak, temiz üretim ve benzeri.bu nedenle, dökümhane endüstrisindeki otomasyon seviyesini artırmak, döküm endüstrisinde endüstriyel robotların uygulamasını güçlendirmek, ve böylece temiz üretime ulaşmak, kurumsal faydaları artırmak. bengbu longhua döküm makinesi co., ltd. otomatik döküm makinesi endüstrisinin , uygulamasında olgun deneyime ve teknolojiye sahiptir ve makine değiştirme ve akıllı üretim. longhua , gerçekleştirmek için büyük döküm işletmelerinin güçlü bir ortağıdır , dünyanın çin'de yapılmasına izin verin!...
daha fazla oku