2021-10-27
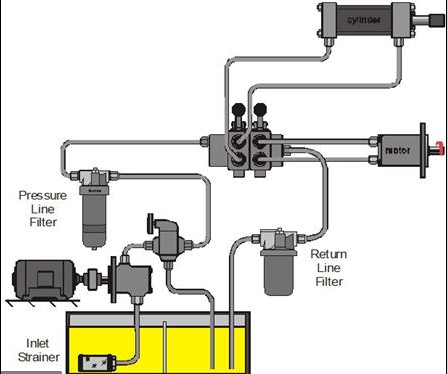
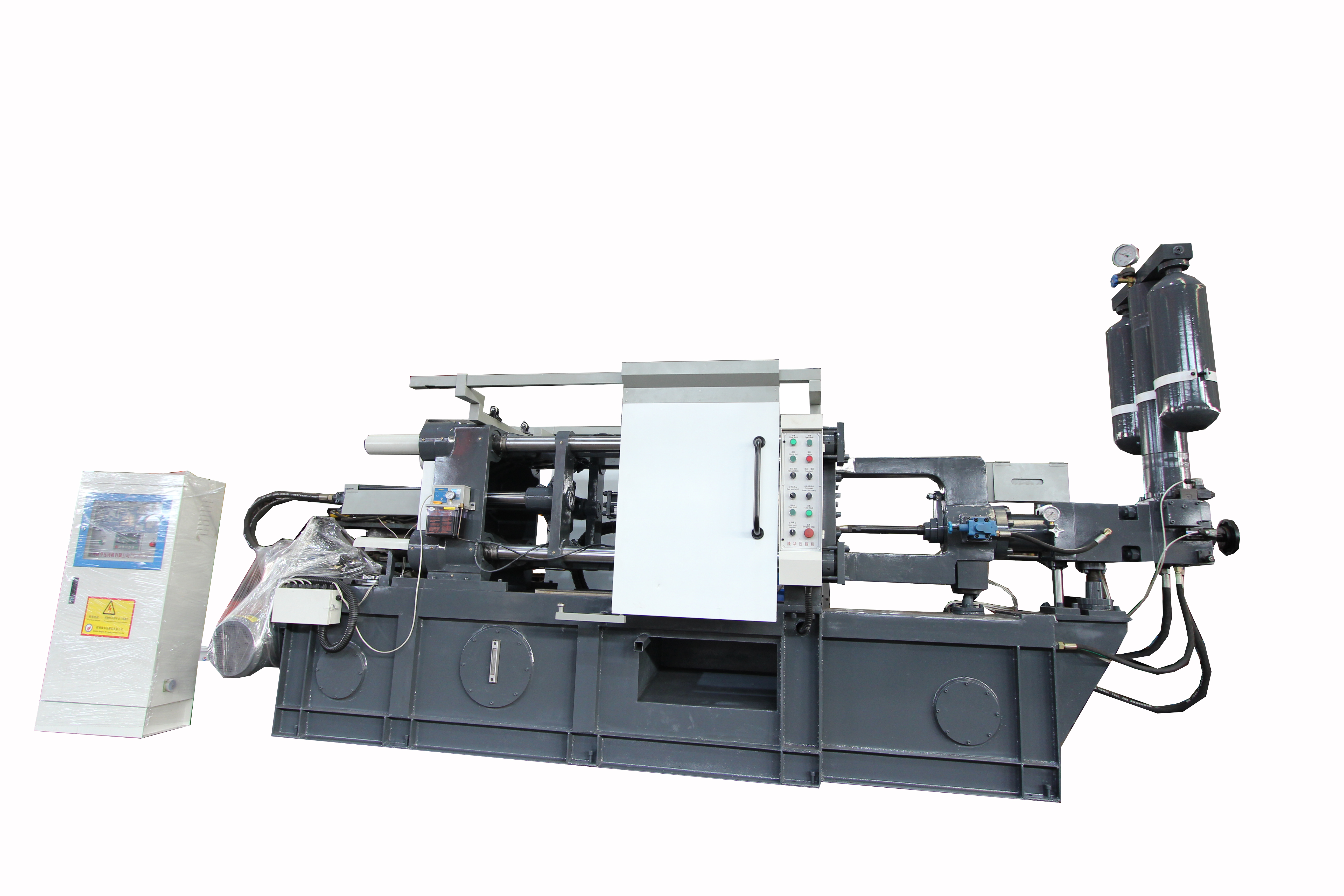
1. Programın ana bölümleri nelerdir? döküm makinesi? Cevap: döküm makinesi esas olarak kapatma mekanizması, enjeksiyon mekanizması, fırlatma mekanizması, güç (hidrolik) sistemi, kontrol sisteminden oluşur. Yağlama sistemi, soğutma sistemi vb. 2.Tonajı nedir? döküm makinesi adını aldı? A: basınçlı döküm makinesinin tonajı, maksimum sıkıştırma kuvvetinin (sıkma kuvveti) adını almıştır. Örneğin, 180t döküm makinesi, maksimum sıkma kuvveti 180 tondur. 3. Kapama mekanizmasının işlevi nedir? döküm makinesi? Cevap: Kapatma mekanizmasının işlevi, kalıbı kurmak ve sabitlemek ve kalıbı açmak veya kapatmak için kalıp döküm kalıbının hareketli kalıbını sürmektir. 4. Hidrolik sistemin nominal basıncı nedir? yatay döküm makinesi? A: 12 MPa'dır (veya 120 kg/cm2). 5. Enjeksiyon mekanizmasının işlevi nedir? C: Enjeksiyon mekanizması, metal sıvının enjeksiyon odasından belirli bir hız ve basınçla kalıp boşluğuna dolmasını sağlayan kalıp döküm işleminin önemli bir parçasıdır. 6. Normal üretim sırasında enjeksiyon zımbasının döngüsel eylem adımları nelerdir? Cevap: adımlar şunlardır: yavaş hız (enjeksiyon kafasının başlangıcından enjeksiyon odasının dökme portunu geçmeye kadar) soğuk oda döküm makinesi Hızlı (enjeksiyon başlığı, sıvı metalin yolluk ve yolluk içine girmesine izin verir) II. Hızlı (kalıp boşluğunu doldurmak için sıvı metalin en baştan doğrudan iç kapıya gitmesini sağlayın) Basınçlandırma (sıvı metal kalıp boşluğunu doldurduğunda, enjeksiyon silindirinin basıncı hızla belirli bir değere yükselir ve dolgu metali sıkıştırılır ve bir süre korunur) yatay döküm makinesi İzleme (kalıp açılmasıyla aynı anda, enjeksiyon kafası, kapı manşonunun fazla malzemesi ile bir miktar ilerlemeye devam eder) Dönüş (ejektör kafası orijinal durumuna döner ve bir döngüyü tamamlar) 7. Çin'de üretilen yatay soğuk kamara döküm makinesinin temel teknik parametreleri nelerdir? Cevap: (1) kenetleme kuvveti (KN), (2) enjeksiyon kuvveti (KN), (3) itme kuvveti (KN), (4) itme stroku (mm), (5) hareketli kalıp stroku (mm), (6) kalıp kalınlığı (mm), (7) enjeksiyon odası çapı (mm), (8) enjeksiyona özgü basınç (MPA), (9) maksimum öngörülen döküm alanı (cm2), (10) maksimum metal dökme hacmi (alüminyum) alaşım) (kg) (11) Sistemin çalışma basıncı (MPA), (12) kolon içi boşluk (mm), (13) ana motor gücü (kw). 8. İşlem sırasında hangi işlem parametreleri ayarlanabilir? döküm üretme? Cevap: (1) kalıp kalınlığı, (2) kalıp kapanma hızı, (3) kalıp açma hızı, (4) kalıp kapanma süresi, (5) yavaş enjeksiyon, (6) hızlı enjeksiyon, (3) yavaş enjeksiyon vuruşu, (8 ) hızlı enjeksiyon stroku, (9) enjeksiyon basıncı (özgül basınç), (10) izleme stroku, (11) izleme gecikmesi, (12) fırlatma stroku, (13) fırlatma hızı, (14) fırlatma gecikmesi, (15) Döngü süresi , (16) alüminyum sıcaklığı, (17) kalıp sıcaklığı vb. 9. Nitrojen şişesinin rolü nedir? döküm makinesi Oyna? Cevap: Enerji birikimi rolünü oynar. Hızlı enjeksiyon gerektiğinde, akümülatör, enjeksiyon kafasını hızlandırmak için büyük miktarda hidrolik yağı h...
daha fazla oku