2023-04-09
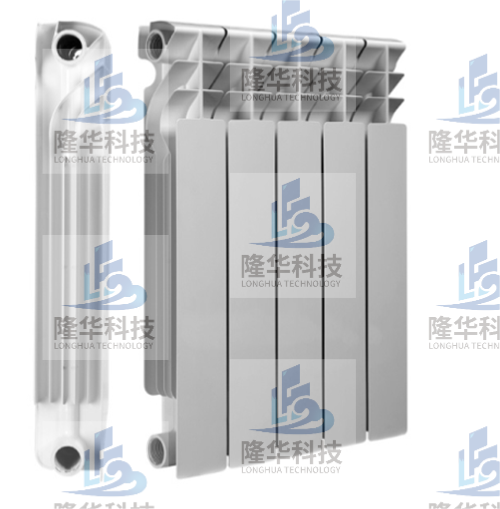
Lu minimum alaşımlı basınçlı dökümlerin yoğunluğunispeten küçüktür ve yüksek mukavemet, güçlü tokluk ve hafif özgül ağırlık özelliklerine sahiptir. Bu nedenle, aynı yapısal alan altında, yapısal parçaların ağırlığı azaltılabilir, bu nedenle alüminyum alaşımlı döküm parçalar, birçok makinede ve bazı hassas küçük parçalarda yaygın olarak kullanılmaktadır. Alüminyum alaşımının yüzey parlaklığı, sıradan metallerden daha parlaktır ve atmosferde ve tatlı suda iyi korozyon direncine sahiptir, bu nedenle sivil mutfak eşyalarının imalatında geniş bir kullanım alanına sahiptir. Alüminyum alaşımlı döküm parçalar iyi termal iletkenliğe ve elektrik iletkenliğine sahiptir. Ayrıca kimyasal üretiminde kullanılan ısı eşanjör cihazlarında ve içten yanmalı motorların silindir kafaları ve pistonları gibi güç makinelerinde iyi ısıl iletkenlik gerektiren parçalarda kullanıma uygundurlar. üretmek için alaşım. Alüminyum alaşımının büyük katılaşma gizli ısısı nedeniyle, aynı ağırlık koşulları altında, alüminyum sıvısının katılaşma süreci, dökme çelik ve dökme demirden çok daha uzun sürer ve ince duvarlı ve karmaşık yapılı döküm için faydalı olan iyi akışkanlığa sahiptir. dökümler. Alüminyum alaşımlı basınçlı dökümler, yalnızca yüksek mukavemet, güçlü tokluk, hafif özgül ağırlık ve metal dokusu özelliklerine sahip olmakla kalmaz, aynı zamanda hafif plastik ve çeşitlendirilmiş yüzey teknolojisi özelliklerine de sahiptir. Bu nedenle, alüminyum alaşımlı basınçlı dökümler çeşitli alanlarda yaygın olarak kullanılmaktadır. Örneğin kapı banyo hırdavatları, bankacılık, havacılık, elektronik ürünler, gemiler, yapı malzemeleri, beyaz eşya, çeşitli taşıt ve enstrüman sektörlerinde yaygın olarak kullanılmaktadır. Aşağıdaki Nanhai Fengyi Donanımı size alüminyum alaşımlı basınçlı dökümlerin aşağıdaki avantajlarını açıklayacaktır: 1. Alüminyum alaşımı iletkendir; 2. Alüminyum alaşımı, döküm sırasında kalıbı en hızlı şekilde doldurabilen yüksek akışkanlığa sahiptir; 3. Alüminyum alaşımı, yüksek mukavemet, güçlü tokluk ve hafif özgül ağırlık özelliklerine sahiptir; 4. Alüminyum alaşımı güçlü viskoziteye sahiptir ve döküm sırasında kalıba yapışması kolaydır; 5. Alüminyum alaşımı, güçlü korozyon direncine ve aşınma direncine sahiptir; 6. Alüminyum alaşımının yoğunluğu nispeten düşüktür. Aynı hacme sahip ürünler için, alüminyum alaşımının kalitesi nispeten hafiftir, bu nedenle diğer alaşımlardan daha düşük fiyat özelliklerine sahiptir.
daha fazla oku