2024-07-11
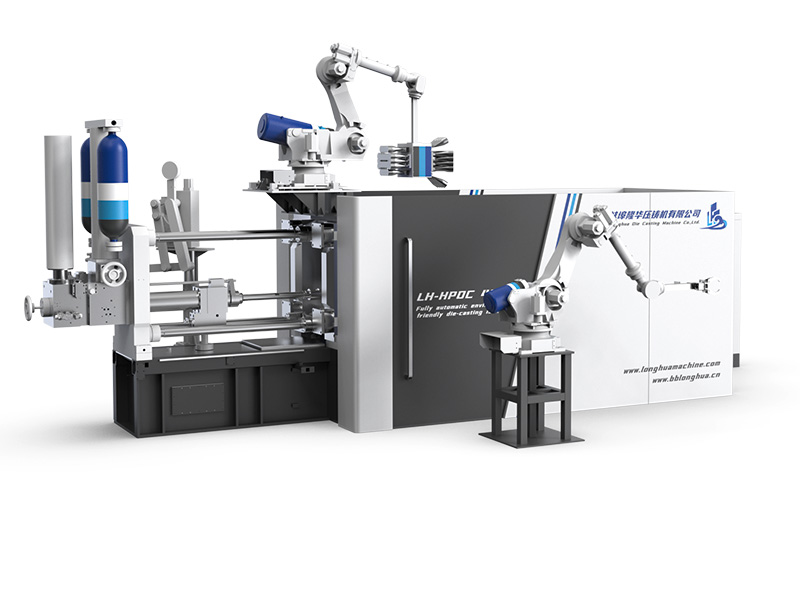
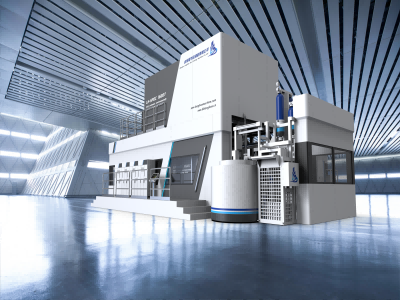
10 - 12 Temmuz 2024 tarihleri arasında Bengbu Longhua Basınçlı Döküm Machine Co., Ltd. , Şangay Yeni Uluslararası Fuar Merkezi'nde göründü ve merakla beklenen 18. Şangay Uluslararası Döküm ve Demir Dışı Döküm Fuarı'na (kısaltılmış: Şanghay Döküm Fuarı) katıldı. Stand numarası N3F52'dir. Bu sergide, Bengbu Longhua Basınçlı Döküm Machine Co., Ltd. yalnızca basınçlı döküm alanındaki güçlü gücünü göstermekle kalmadı, aynı zamanda Çin Bilimler Akademisi ile işbirliği içinde geliştirilen bir dizi patentli teknolojiyi de tanıttı. Bu yenilikçi teknolojilerin ortaya çıkışı, kuşkusuz, Longhua'nın teknoloji araştırma ve geliştirme alanındaki derin birikimini ve inovasyon yeteneklerini tam olarak ortaya koyan, izleyicilere canlandırıcı bir deneyim yaşattı. Mükemmel bir yerli basınçlı döküm makinesi üreticisi olan Longhua Company, her zaman teknolojik yeniliklere bağlı kalmış ve müşterilerine verimli ve güvenilir basınçlı döküm çözümleri sunmaya kendini adamıştır. Bu sergide Longhua Şirketi, Çin Bilimler Akademisi ile işbirliği içinde geliştirilen yeni basınçlı döküm teknolojisini göstermeye odaklandı. Bu teknolojilerin uygulanması, basınçlı döküm makinesinin performansını ve stabilitesini önemli ölçüde artırmakla kalmaz, aynı zamanda üretim maliyetlerini de önemli ölçüde azaltır ve ürünün pazardaki rekabet gücünü artırır. Longhua Şirketi N3F52 standında özenle geliştirilmiş bir dizi basınçlı döküm makinesi ekipmanını sergiledi . Bu ekipmanlar yalnızca gelişmiş akıllı kontrol sistemlerine sahip olmakla kalmıyor, aynı zamanda çevre dostu ve enerji tasarrufu sağlayan tasarım konseptlerini de benimsiyor. Mükemmel performansları ve verimli üretim kapasiteleri birçok müşterinin beğenisini kazandı. Longhua Şirketi her zaman "önce müşteri" kavramına bağlı kalmıştır ve müşterilerine kapsamlı hizmet desteği sağlamaya kararlıdır. Bu sergide Longhua Şirketi, müşteri sorularını yerinde yanıtlamak ve teknik danışmanlık ve çözümler sunmak için özel bir müşteri hizmetleri alanı kurdu. Aynı zamanda Longhua Şirketi, her müşterinin profesyonel ve zamanında teknik destek ve hizmetlerden yararlanabilmesini sağlamak için eksiksiz satış sonrası hizmet sistemini de gösterdi. Geleceğe baktığımızda, Bengbu Longhua Basınçlı Döküm Machine Co., Ltd., Çin Bilimler Akademisi gibi bilimsel araştırma kurumlarıyla işbirliğini güçlendirmeye, teknoloji araştırma ve geliştirme yatırımlarını sürekli artırmaya ve kalıp dökümünün sürekli inovasyonunu ve gelişimini teşvik etmeye devam edecek. -döküm teknolojisi. Longhua Şirketi, bu Şangay Basınçlı Döküm Fuarı'nı, iç ve dış pazarları daha da genişletmek, müşteriler için daha fazla değer yaratmak ve basınçlı döküm endüstrisinin yüksek kaliteli gelişimini ortaklaşa teşvik etmek için bir fırsat olarak değerlendirecek. Daha parlak bir yarına doğru ilerlemek için sizinle birlikte çalışmayı sabırsızlıkla bekliyoruz! Bengbu Longhua Die Casting Machine Co., Ltd'nin yeni ürünleri ve teknoloji bilgileri hakkında daha fazla bilgi edinmek için N3F52 standına ...
daha fazla oku