2024-05-10
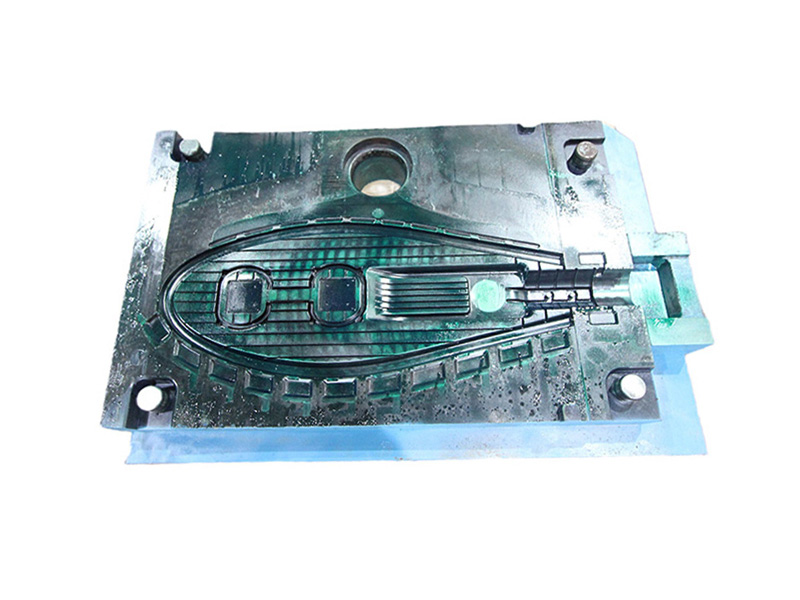
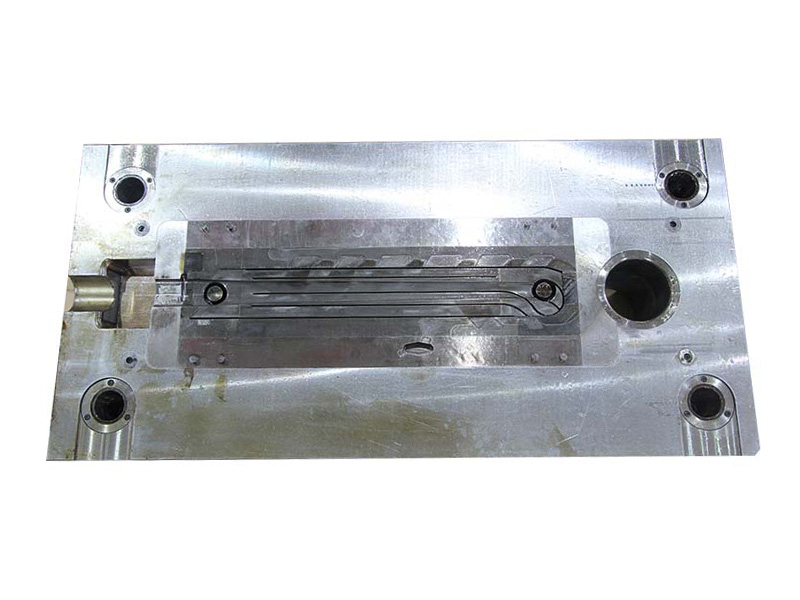
Soğuk oda basınçlı döküm makinesi, alüminyum alaşımlı kapların üretiminde aşağıdaki avantajlara sahiptir : Hassas kalıplama: Soğuk odacıklı basınçlı döküm makineleri, alüminyum alaşımlı kapların şeklinin, boyutunun ve yüzey kalitesinin gereksinimleri karşıladığından emin olmak için yüksek hassasiyette dökümler sağlayabilir, böylece ürün kalitesi ve stabilite sağlanır. Yüksek verimli üretim: Soğuk oda basınçlı döküm makinesi hızlı bir üretim döngüsüne sahiptir, kalıbı hızlı bir şekilde doldurabilir ve hızlı bir şekilde soğutabilir, böylece üretim verimliliğini büyük ölçüde artırabilir ve pazar talebini karşılayabilir. Mükemmel yüzey kalitesi: Soğuk oda basınçlı döküm makinesi, pürüzsüz görünümlü, gözeneksiz ve kusursuz alüminyum alaşımlı kaplar üretmek için dökümlerin yüzey kaplamasını ve yüzey kusurlarını etkili bir şekilde kontrol edebilir, ürünün estetiğini ve katma değerini artırabilir. Optimize edilmiş mekanik özellikler: Soğuk oda basınçlı döküm teknolojisi sayesinde, alüminyum alaşımlı kapların tekdüze yapısı ve optimize edilmiş mekanik özellikleri elde edilebilir, bu da ürünün gücünü, sertliğini ve aşınma direncini artırır ve ürünün servis ömrünü uzatır. Malzeme maliyetlerinden tasarruf: Soğuk oda basınçlı döküm makinesi hurda oranını azaltabilir, hammadde kullanımını en üst düzeye çıkarabilir, üretim maliyetlerini azaltabilir ve işletmenin ekonomik faydalarını artırabilir. Özetlemek gerekirse, soğuk oda basınçlı döküm makinesi, alüminyum alaşımlı kaplar üretirken hassas kalıplama, verimli üretim, mükemmel yüzey kalitesi, optimize edilmiş mekanik özellikler ve maliyet tasarrufu gibi avantajlara sahiptir ve bu da onu alüminyum alaşımlı kap imalat endüstrisi için ideal bir seçim haline getirir.
daha fazla oku