2024-02-18
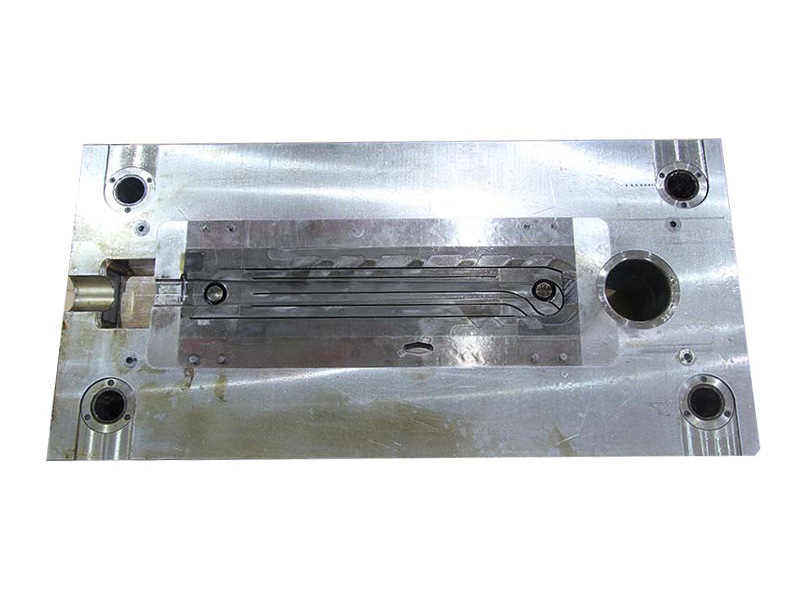
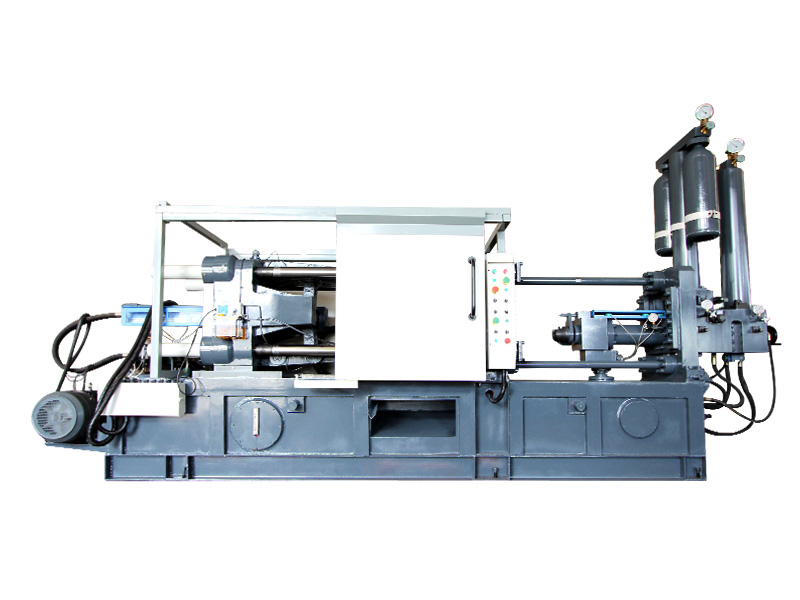
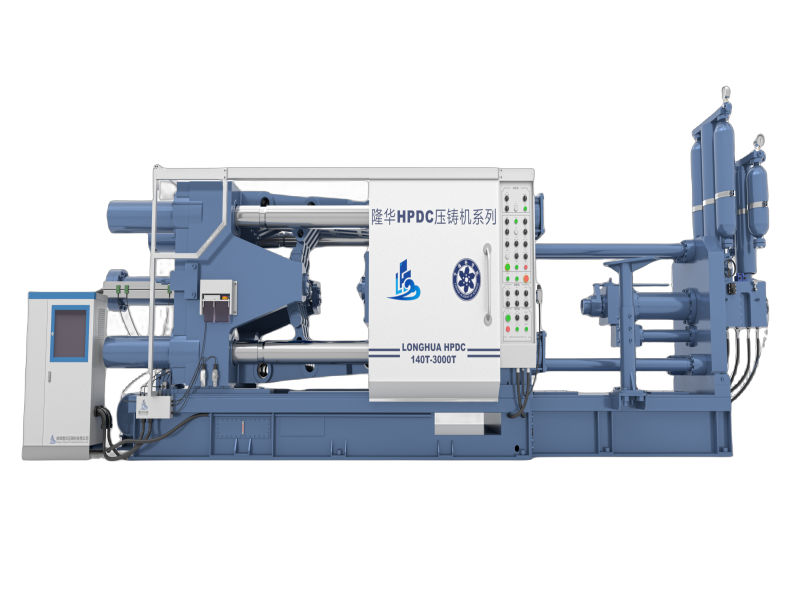
Kokil dökümlerde soğuk kapanma, dolum işlemi sırasında metal sıvısının kalıba dolması sırasında belirli parça veya alanlarda aşırı soğuma hızı nedeniyle metal sıvısının belirli parça veya bölgelerde katılaşması sonucu oluşan kusurları ifade eder. Bu, parçanın sızdırmazlığını, sağlamlığını ve görünümünü etkiler. Aşağıda basınçlı dökümlerdeki soğuk kapatma sorunlarının bazı yaygın nedenleri ve bunlara karşılık gelen çözümler yer almaktadır: 1. Kalıp tasarımı sorunları: Sorunun nedeni: Kalıp yapısı tasarımının mantıksız olması, doldurma işlemi sırasında metal sıvının eşit olmayan soğuma hızına neden oluyor. Çözüm: Kalıp tasarımını optimize edin, bir soğutma sistemi ekleyin, kalıptaki metal sıvının akışkanlığını artırmak için kalıp yapısını ayarlayın, metal sıvının eşit şekilde doldurulmasını sağlayın ve aşırı soğutma hızından kaçının. 2. Metal sıvının hatalı sıcaklık kontrolü: Sorunun nedeni: Metal sıvının sıcaklığı çok yüksek veya çok düşük, bu da eşit olmayan soğutma hızına ve soğuk yalıtım oluşmasına neden olabilir. Çözüm: Aşırı sıcaklık değişimlerini önlemek amacıyla uygun bir sıcaklık aralığında dökmeyi sağlamak için metal sıvının dökme sıcaklığını sıkı bir şekilde kontrol edin. 3. Yolluk sistemi tasarım sorunları: Sorunun nedeni: Dökme sisteminin tasarımının mantıksız olması. Dökme ağzının uygun olmayan şekilde tasarlanması veya konumlandırılması, metal sıvının doldurma işlemi sırasında soğuk bir yalıtım oluşturmasına neden olabilir. Çözüm: Dökme sisteminin tasarımını optimize edin, dökme açıklığının konumunu ve şeklini ayarlayın, dökme açıklığını artırın veya metalin akışını ve dolumunu desteklemek için dökme yönünü değiştirin. 4. Metal alaşımlarının bileşimi ve katılaşması: Sorunun nedeni: Metal alaşımının bileşimi eşit değildir veya katılaşma zayıftır; bu da metal sıvının doldurma işlemi sırasında eşit olmayan şekilde katılaşarak soğuk bir sızdırmazlık oluşturmasına neden olabilir. Çözüm: Metal alaşımının formülünü optimize edin, metal sıvının karıştırılmasını ve homojenizasyonunu güçlendirin ve metal sıvının katılaşmasını ve akışkanlığını sağlayın. 5. Yanlış kullanım: Sorunun nedeni: Basınçlı döküm işlemi sırasında operatörün aşırı basınç, sıcaklık veya hız gibi uygun olmayan kontrolleri, dolum işlemi sırasında metal sıvının soğuk bir conta oluşturmasına da neden olabilir. Çözüm: Operatörleri, çalışma prosedürlerini anladıklarından ve doğru bir şekilde uyguladıklarından, basınçlı döküm parametrelerini sıkı bir şekilde kontrol ettiklerinden ve çalıştırma hatalarından kaçındıklarından emin olmak için eğitin. Yukarıdaki önlemler sayesinde, basınçlı dökümlerde soğuk kapanma sorunları etkili bir şekilde önlenebilir ve azaltılabilir ve basınçlı dökümlerin kalitesi ve güvenilirliği geliştirilebilir....
daha fazla oku