January 20,2025.
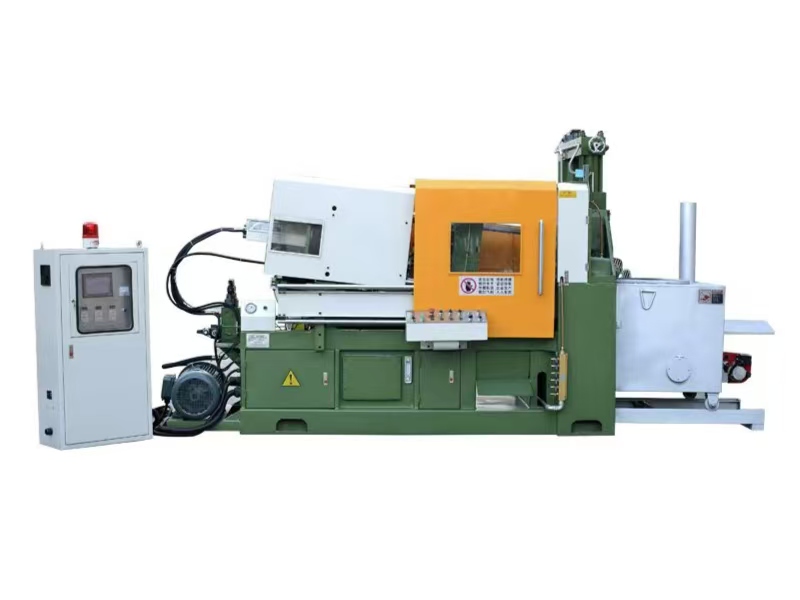
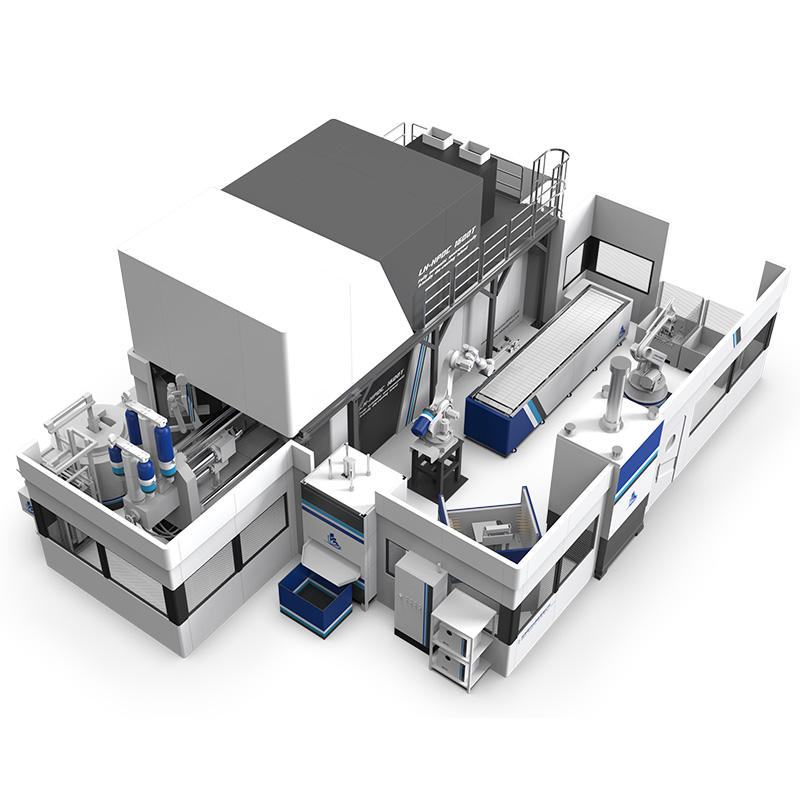
İçten tebrikler: Bengbu Longhua, Çin Dökümcüler Birliğiï¼'nin Üyesi oldu Bengbu Longhua Die Casting Machine Co., Ltd. (ulusal yüksek teknoloji kuruluşu/1982'de kurulan şirketimiz, yüksek hızlı ve yüksek hassasiyetli AI basınçlı döküm makinelerinin üretimi ve geliştirilmesinde uzmanlaşmıştır (Başkan Yardımcısı Birimi) Anhui İthalat ve İhracat Odası/Hong Kong Foundry Daimi Üyesi ve Direktör Birimi/Çin Dökümcülük Birliği Üye Birimi). Şirketimiz, 2013 yılından bu yana devletin yeni yüksek teknoloji ürünleri geliştirmek için büyük enstitülerle işbirliği yapması yönünde başlattığı büyük çağrıya aktif olarak yanıt verdi. Şirketimiz "Çin Bilimler Akademisi Hefei Enstitüsü" * "Bengbu ile başarılı bir şekilde işbirliği yaptı! Üniversite" * "Anhui Bilim ve Teknoloji Enstitüsü" ve diğer büyük enstitüler ortaklaşa geliştirecek: "Yüksek hızlı ve yüksek hassasiyetli döküm makineleri ve basınçlı döküm robotlar/büyük bilimsel ve teknolojik projeler"! Proje Araştırma ve geliştirme aşağıdaki ödülleri kazandı: 13 ulusal buluş patenti/93 ulusal faydalı model patenti/6 bilgisayar yazılımı telif hakkı sertifikası/"Anhui Eyaletindeki ilk büyük teknik ekipman seti için 1 sertifika"/"Ulusal entelektüel için 1 sertifika ürün uygulaması"/"Anhui Eyaletindeki bilimsel ve teknolojik başarılar için 27 sertifika"/"5 Longhua ticari marka sertifikası"/"2 AB CE sertifikası/Longhua basınçlı döküm makinesi/robot", "yapay zekalı soğuk oda basınçlı döküm makinesi ulusal standart taslak hazırlama birimi", "Hong Kong Foundry Derneğin daimi üyesi/konsey birimi" ve diğer onurlar. Şu ana kadar Longhua basınçlı döküm makineleri 32 ülke ve bölgeye ihraç edildi/yani: Brezilya, Mısır, Güney Afrika, Vietnam, Pakistan, Bangladeş, Uruguay, Hindistan, Rusya, Özbekistan, Türkmenistan, Kazakistan, Kırgızistan, Tacikistan, İran, Kuzey Kore, Ekvador, Amerika Birleşik Devletleri, Birleşik Krallık, İtalya, Güney Kore, Cezayir, Meksika, Azerbaycan, Çin'in Tayvan Eyaleti ve diğer ülke ve bölgeler. Longhua'nın "yüksek hızlı ve yüksek hassasiyetli AI kalıp döküm makinesi" ve "kalıp döküm robotu", ülkenin teknolojik bir güç olmasına ve dünyanın Made in China'ya aşık olmasına yardımcı oluyor!
daha fazla oku